![]()
サンドブラスト処理、短納期ステンレス電解研磨、酸洗、アルミ電解研磨、チタン電解研磨、バフ研磨、カラー発色処理、金属表面処理全般。
技術紹介TECHNICAL INTRODUCTION
電解研磨とは

▲電解研磨(上:処理前 下:処理後)
電解研磨とは、特殊な溶液(電解研磨液)の中に研磨する金属(ステンレス、チタン、アルミ等)を浸し、そこに電気を流すことで、金属表面の凸凹を溶かし、平らにする金属表面処理の一つです。
電解研磨の効果
- 表面が平らに、滑らかになります。 バフ研磨は金属表面を削る研磨方法です。そのため、一見は平滑に見えますが、拡大してみると多数の傷が付いています。電解研磨は金属表面を微小に溶かす研磨方法なので、ミクロレベルでも滑らかな平らに仕上がります。
- 表面にツヤ、光沢が出てきます。 ミクロレベルでも平滑に仕上がる電解研磨後には、金属はキレイな光沢を発します。
- 耐腐食性が良くなります。 金属表面に強固な不動態皮膜が形成されるので、耐腐食性が良くなります。
- 洗浄性、清浄性が良くなります。
金属表面を、溶液内で溶かすことで研磨するために、表面の付着物は処理中に除去されます。
そして、電解研磨後の金属表面は平滑性に優れているので、新たな付着物が付きにくく、清浄性に優れています。
上記の特徴から、電解研磨は保存容器や反応容器、真空装置、医療用品などの製品で利用されます。
電解研磨工程
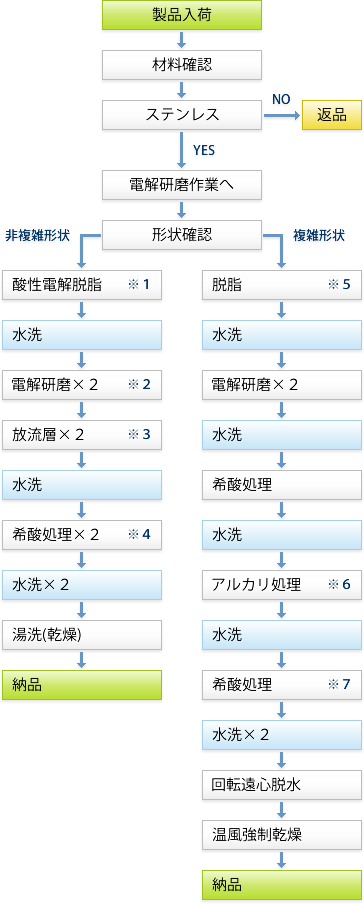
非複雑形状
※1
製品にマイナス、液体にプラスの電気を流し表面の油や汚れを短時間で取り除きます。
※2
製品にプラス、液体にマイナスの電気を流し電解研磨します。 化粧品などに使われている「リン酸」を主とし、環境に良い液組成になっています。
◇光沢化のため、危険物質を混ぜている会社もありますが、当社では使用しておりません。
※3
表面についている過度な電解研磨液を流し落とします。
※4
極めて薄い酸性溶液に浸漬し、表面についている水酸化物を溶解し、クリーンな表面にします。
複雑形状
※5
アルカリ(苛性ソーダ)を使用し、トリクロロエチレン(トリクレン)などの有害物質を使用しておりません。
(苛性ソーダ→石けんの原材料)
※6
後々、隙間腐食など問題を起こす製品の隙間に入った酸性溶液をアルカリにより中和処理します。
※7
極めて薄い酸性溶液に浸漬し、表面のアルカリ成分を無くし、クリーンな表面にします。
電解研磨 製品処理例
-

ステンレス電解研磨 処理前(左)処理後(右)
-

ステンレス電解研磨 処理前(上) 処理後(下)
-

ステンレスチャンバー内面電解研磨
-

電解研磨後(試験管立て)
-

電解研磨(SUS430)処理前(左) 処理後(右)
-

自動車用排気系パーツ(電解研磨後)
-

チタン電解研磨品
-

試験管立て
-

SUS420J2への電解研磨

ステンレス電解研磨 処理前(左)処理後(右)
ステンレス電解研磨品の加工前後の比較です。
左:処理前・右:処理後
左:処理前・右:処理後

ステンレス電解研磨 処理前(上) 処理後(下)
ステンレス電解研磨品の加工前後の比較です。
上:処理前・下:処理後
上:処理前・下:処理後

ステンレスチャンバー内面電解研磨
ステンレスチャンバー内面電解研磨処理

電解研磨後(試験管立て)
ステンレス製試験管立て電解研磨処理

電解研磨(SUS430)処理前(左) 処理後(右)
SUS430パイプ電解研磨比較
左:処理前・右:処理後
左:処理前・右:処理後

自動車用排気系パーツ(電解研磨後)
マフラーカッターの焼け取り・光沢出しのために電解研磨を行いました。
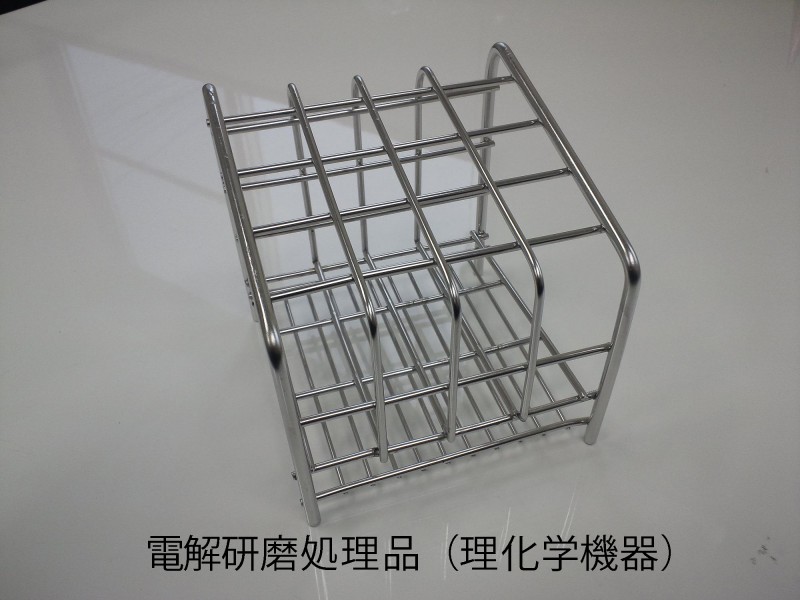
試験管立て
ステンレス線材製試験管立て

SUS420J2への電解研磨
SUS420J2-Φ10への電解研磨を行いました。
(左・電解研磨前 右・電解研磨後)
通常の方法ですと白色化してしまいますが、光沢を出すことに成功しました。
(クロム酸等は使用しておりません)
(左・電解研磨前 右・電解研磨後)
通常の方法ですと白色化してしまいますが、光沢を出すことに成功しました。
(クロム酸等は使用しておりません)